清浄度
表面清浄度の重要な役割
良好なコーティング
コーティング前に処理された部品の表面清浄度は全面において重要であり、仕上がりの品質、生産性、ショット消費量、およびブラストクリーニングサイクル時間に大きな影響を与えます。安全のために過剰にクリーニングをするとコストがかかりますが、不十分だと会社の評判を落とすことになります。コーティングが必要な場合、その寿命は、スケールと汚染物質の割合や程度である清浄度レベルを含む表面処理の品質に大きく影響されます。同時に、 「ブラスト」 コストを削減し、 「ショットブラスト」 処理の生産性を向上させ、 「過剰クリーニング」 や 「再ブラスト」 を回避することも重要です。表面処理環境では、いくつかの因子が表面清浄度に影響を及ぼします。
- 観察者の個人的で主観的な状況判断
- 照明、視認性、環境条件
- 評価者のトレーニングと役割(顧客、オペレーター、販売員など)。

Winoaの表面清浄関連製品と技術
製品群についてもっと知る




金属仕上げ処理における表面清浄度はどのように定義されますか?
清浄度の基準
表面の清浄化とは、金属表面から酸化、スケール、溶接残留物、コーティング残渣などの汚染物質を除去するプロセスです。これは表面形状ではなく、清浄度の尺度です。清浄度は、次の2つの要素に基づいて判断されます。
- 表面の初期状態
- ISO 8501-1規格に基づくクリーニング後の残留汚染です。これには、スケール、スラグ、油、錆、可溶性塩分、およびダストが含まれます。

表面の清浄度:Winoaの空気焼入プロセスと可溶性塩分の比較
コーティングの長寿命化
可溶性塩分の課題
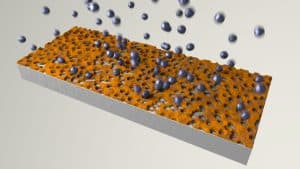
スチール・塗料界面における可溶性塩分(主に塩化物および硫酸塩)の存在は、コーティングの寿命に有害な影響を及ぼすことが知られています。研掃材伝導率は、研掃材中の全水溶性イオンの濃度の指標です。多くの研究で示されているように、このメディア汚染はブラスト加工された表面に移行し、腐食を促進し(ASTM D4940)、致命的な欠陥を引き起こすことがあります。
Winoaの空気焼入の利点
独自の空気焼入れプロセスにより、WINOAのスチールショットとグリットは、30 μS/cm以下の伝導率レベルを実現しています。これはASTM D4940規格の下限値を大幅に下回っており、また水焼入プロセスや非金属研掃材(通常は250 μS/cm~600 μS/cm以上)を使用している競合他社よりもはるかに低い値です。
更なる問題解決についてのお問い合わせ
ブラスト加工と清浄度の向上
W Careサービスチーム
W CareエキスパートチームとW Tech Technologiesのメリットをぜひご享受ください。独自のテクノロジーを使用してサンドブラスト加工した表面を分析し、最適なショットブラスト技術に関するカスタマイズされたサポートを受けていただけます。WA クリーンを使用すると、表面特性と清浄度を測定できるため、ブラストプロセスのパフォーマンスが向上し、サンドブラスト時間が短縮され、再ブラストが不要になります。W Tech – ショットブラストプロセスの最適化に特化したツール…